back to db
machine work
machine 2
machine 3
Machine Work page 4
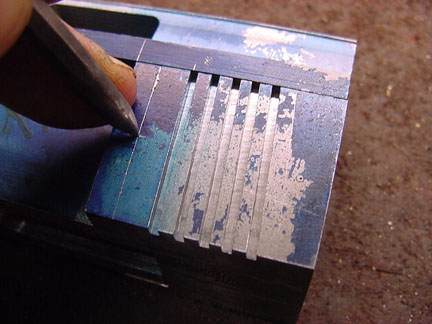 Let's trial fit the part in place on
the receiver, and mark it for it's retaining machine screws. Center
punch the location.
Let's trial fit the part in place on
the receiver, and mark it for it's retaining machine screws. Center
punch the location.
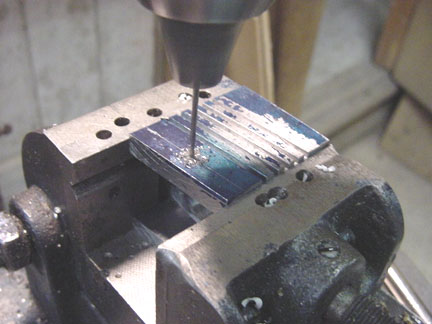 Spot drill the pc. in the drill press
vise.
Spot drill the pc. in the drill press
vise.
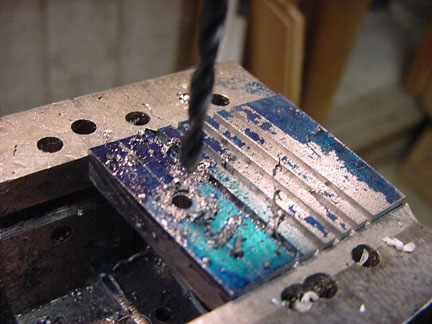 Change out bits and speeds and increase
the hole size.
Change out bits and speeds and increase
the hole size.
 Do it again for yet another hole size
increase. You can't just drill the finished size - it will be
sloppy and oversized.
Do it again for yet another hole size
increase. You can't just drill the finished size - it will be
sloppy and oversized.
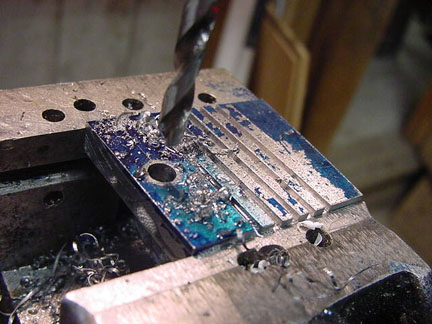
 And here, I've used yet another tool
bit to fashion the counter bore for the machine screw head.
And here, I've used yet another tool
bit to fashion the counter bore for the machine screw head.
 Do it all again for the other side
...
Do it all again for the other side
...
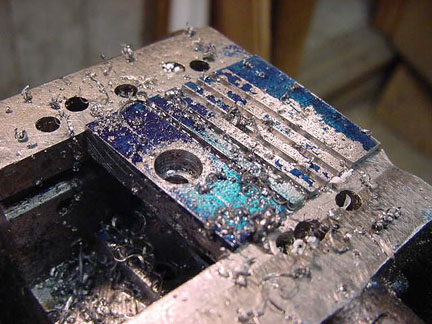
 Hand file in bevels where the steel
corners meet the other steel corners up inside the receiver. A
milling bit can't really make a razor sharp 90 degree interior
corner. There's always just alittle bevel there that must be allowed
for.
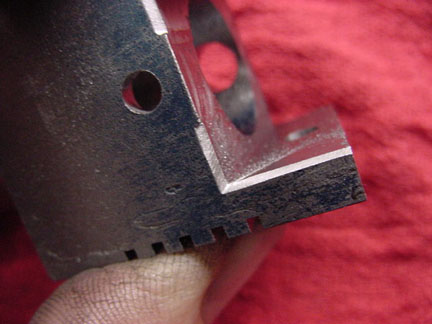
No - none of this will ever be seen
again. It's all inside. But, if you let yourself do sloppy work
part of the time, then you'll get lazy. This is why, when I work
all night, I don't lapse into a sloppy frame of mind. I NEVER
allow sloppy work in my shop. PERIOD.
We're progressing. Have you thought
yet ... that "this is just ONE part of the rifle that we're
making?"
Page 5
Hand file in bevels where the steel
corners meet the other steel corners up inside the receiver. A
milling bit can't really make a razor sharp 90 degree interior
corner. There's always just alittle bevel there that must be allowed
for.
No - none of this will ever be seen
again. It's all inside. But, if you let yourself do sloppy work
part of the time, then you'll get lazy. This is why, when I work
all night, I don't lapse into a sloppy frame of mind. I NEVER
allow sloppy work in my shop. PERIOD.
We're progressing. Have you thought
yet ... that "this is just ONE part of the rifle that we're
making?"
Page 5